塑料制品厚度控制的制胜“阀”宝
时间:2021-09-16 13:59:13 来自:航宇机电
塑料制品的应用已深入到社会的每个角落,从工业生产到衣食住行,塑料制品无处不在。塑料制品的形状、大小、纹理都可以做到根据实际需求来快速生产,这就得益于其中的关键设备—吹塑机。
塑料制品的加工发展简史
最早的塑料加工技术,有不少塑料加工技术,系借鉴于橡胶、金属和陶瓷加工。塑料制品加工历史可追溯到19世纪90年代,赛璐珞诞生之后,因其易燃,只能用模压法制成块状物,再经机械加工成片材,片材可用热成型法加工。
注射成型始于20世纪20年代,用于加工醋酸纤维素和聚苯乙烯;30年代中期,软聚氯乙烯挤出成型研制成功,塑料专用的单螺杆挤出机相应问世;1938年双螺杆挤出机也投入生产。40年代初,制出了聚氨酯泡沫塑料,吹塑技术用于生产聚乙烯中空制品。
1952年往复螺杆式注射机问世,使注射成型技术进入到一个新的阶段。
60~70年代,新发展起来的塑料制品加工技术有:各种增强塑料新成型方法,如缠绕、拉挤、片材模塑成型、反应注射成型、结构泡沫成型、异型材挤出成型、片材固相成型以及共挤出、共注塑等。
进入80年代,塑料制品加工向着高效、高速、高精度、节能、大型化或超小、超薄等方向发展,计算机技术进入这一领域,把整个塑料加工技术提高到一个新水平。
中空吹塑机

吹塑机可分为挤出吹塑机、注射吹塑机和特殊结构吹塑机三大类。拉伸吹塑机可归属于上述每一类中。挤出吹塑机是挤出机与吹塑机和合模机构的组合体,由挤出机及型坯模头、吹胀装置、合模机构、型坯厚度控制系统和传动机构组成。型坯厚度控制装置用于控制型坯壁厚,控制点最多达128点,一般为20~30点。
中空吹塑机系统是按照一定顺序、不同性能要求的一个多执行机构的周期性动作系统。系统中执行元件多,动作复杂,顺序要求严格,并且要求具有一定的动态响应特性,因此采用液压传动更易实现。
吹塑机传动系统动作顺序
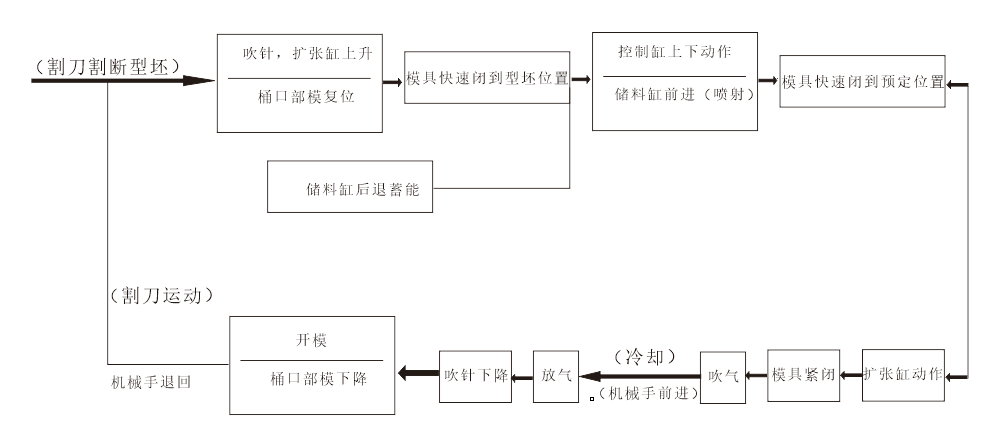
液压系统中主要由挤塑缸、壁厚控制缸、合模缸、吹针缸4组液压组成。型胚壁厚控制系统是一个位置控制系统,主要由液压伺服系统、塑料机头的伺服液压缸、电控装置,电液伺服阀,料位传感器(电子尺)以及联接的管道组成,通过对机头芯模或口模开口量的控制来控制塑料型胚的厚薄变化,使吹塑制品达到到一个较为理想的壁厚控制水平。其中芯棒位置控制精度是决定型胚壁厚控制效果的关键,该系统要求运动平稳,位置精度高、响应快,具有良好的重复精度。
塑机行业的用阀发展

电液伺服控制对高端注塑领域的发展起到了极大的推动作用,这种系统具有结构紧凑、重量轻、响应快等优点。由于电液伺服阀虽具有高的频率响应和控制精度,但造价较高,且对油液的污染敏感,对工作环境和维护技术要求高。目前比例伺服阀实现了传统的各种控制功能,在保证注射制品的质量更广泛的应用于超高速精密注射成型机当中。
航宇智星在塑机行业的应用
在国内多家吹塑机、注塑机生产厂家采用航宇智星HY(F)1系列电液伺服阀,客户表示性能稳定。同时为了适应塑机市场的发展需求,航宇智星成功研制了HY(F)2系列比例伺服阀,降低客户的使用维护成本,顺应市场发展的主流。
塑料制品的加工发展简史
最早的塑料加工技术,有不少塑料加工技术,系借鉴于橡胶、金属和陶瓷加工。塑料制品加工历史可追溯到19世纪90年代,赛璐珞诞生之后,因其易燃,只能用模压法制成块状物,再经机械加工成片材,片材可用热成型法加工。
注射成型始于20世纪20年代,用于加工醋酸纤维素和聚苯乙烯;30年代中期,软聚氯乙烯挤出成型研制成功,塑料专用的单螺杆挤出机相应问世;1938年双螺杆挤出机也投入生产。40年代初,制出了聚氨酯泡沫塑料,吹塑技术用于生产聚乙烯中空制品。
1952年往复螺杆式注射机问世,使注射成型技术进入到一个新的阶段。
60~70年代,新发展起来的塑料制品加工技术有:各种增强塑料新成型方法,如缠绕、拉挤、片材模塑成型、反应注射成型、结构泡沫成型、异型材挤出成型、片材固相成型以及共挤出、共注塑等。
进入80年代,塑料制品加工向着高效、高速、高精度、节能、大型化或超小、超薄等方向发展,计算机技术进入这一领域,把整个塑料加工技术提高到一个新水平。
中空吹塑机
吹塑机可分为挤出吹塑机、注射吹塑机和特殊结构吹塑机三大类。拉伸吹塑机可归属于上述每一类中。挤出吹塑机是挤出机与吹塑机和合模机构的组合体,由挤出机及型坯模头、吹胀装置、合模机构、型坯厚度控制系统和传动机构组成。型坯厚度控制装置用于控制型坯壁厚,控制点最多达128点,一般为20~30点。
中空吹塑机系统是按照一定顺序、不同性能要求的一个多执行机构的周期性动作系统。系统中执行元件多,动作复杂,顺序要求严格,并且要求具有一定的动态响应特性,因此采用液压传动更易实现。
吹塑机传动系统动作顺序
液压系统中主要由挤塑缸、壁厚控制缸、合模缸、吹针缸4组液压组成。型胚壁厚控制系统是一个位置控制系统,主要由液压伺服系统、塑料机头的伺服液压缸、电控装置,电液伺服阀,料位传感器(电子尺)以及联接的管道组成,通过对机头芯模或口模开口量的控制来控制塑料型胚的厚薄变化,使吹塑制品达到到一个较为理想的壁厚控制水平。其中芯棒位置控制精度是决定型胚壁厚控制效果的关键,该系统要求运动平稳,位置精度高、响应快,具有良好的重复精度。
塑机行业的用阀发展
电液伺服控制对高端注塑领域的发展起到了极大的推动作用,这种系统具有结构紧凑、重量轻、响应快等优点。由于电液伺服阀虽具有高的频率响应和控制精度,但造价较高,且对油液的污染敏感,对工作环境和维护技术要求高。目前比例伺服阀实现了传统的各种控制功能,在保证注射制品的质量更广泛的应用于超高速精密注射成型机当中。
航宇智星在塑机行业的应用
在国内多家吹塑机、注塑机生产厂家采用航宇智星HY(F)1系列电液伺服阀,客户表示性能稳定。同时为了适应塑机市场的发展需求,航宇智星成功研制了HY(F)2系列比例伺服阀,降低客户的使用维护成本,顺应市场发展的主流。




